
小盒卡具是电解设备之一,而上压板、下压板又是小盒卡具中的关键件,其主要加工均为焊接加工。如单靠钳工帮焊、焊工点焊、焊接、校正的工艺过程来生产,既不能满足大批量生产的需求,又由于其焊接变形大,焊接质量不稳定,容易造成废品。
小盒卡具压板工装生产方法:
该压板部件由上方套、侧板、筋板、压板4种零件组焊接而成。从零件图分析,该零件是以侧板上两孔中心为基准,与上方套中心平行度误差为0.3mm,决定采用定位销定位来保证平衡度。
设计准则:定位准确、结构简单、操作方便,使用寿命长,易于维护
定位基准选取:根据以上原则,为了方便零件的拆装,以两侧面侧板大孔中心线采用2个定位心轴来保证,上方套中心可用2个半圆槽来保证。
零件的固定与拆卸:因为电焊件容易产生变形,除用定位销定位,还可采用斜铁锁紧定位,或螺栓、螺母锁紧定位,使侧板与定位板贴合。如螺栓、螺母锁紧定位方式定位准确,但拆卸不便、费时,不利于批量生产。而采用斜铁方式定位既准确,零件的拆卸也方便了,能大大提高生产效率,降低成本。
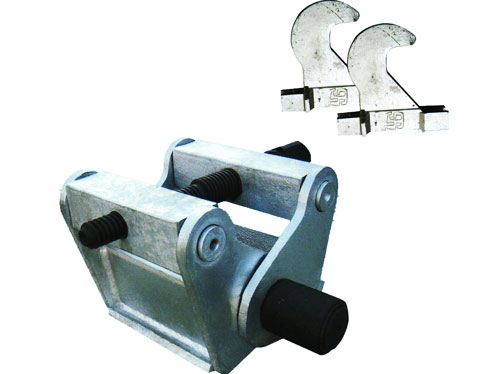
工装的结构与组成:工装由底座、侧定位板、斜铁、定位心轴、固定衬套、定位板、连接板、顶紧螺钉、弧形定位块等组成。
工装的使用方法:将已加工好的工装放置在工作台上,先将产品上方套与侧板装在一起(即将上方套两端塞入两侧侧板孔内),再将已装好的上方套部件放在工装上部的U形槽内,同时将定位心轴从外向内插入立在工装两侧的侧板孔内;用斜铁使侧板与工装具体固定,再将压板放在圆弧定位块上,端头由定位板控制位置尺寸,最后将筋板放入工装内一端以定位板固定位置尺寸,中间用顶紧螺钉将斜铁顶在定位板上,以确保定位准确。此时可进行电焊焊接,电焊后先将斜铁取出,退出两侧定位销,即可方便的取出小盒卡具。
